Sorry, Kristijan, I could not see very well. I get the idea, though and could make out a very soft glow, as you said.  BTW, You have some serious snow now!
BTW, You have some serious snow now!
3 Likes
I was thinking about nozzles today and the issue of catastrophic oxidation. Our gasifier nozzles don’t melt, they corrode (aluminum melts, but it has a much lower melting temp). Kristijan figured out that what is needed to prevent this corrosion is enough mass (wall thickness) to conduct the heat away from the business end to prevent the nozzle from reaching the oxidation temperature.
So I was thinking that this phenomena might be observed where we are actually trying to heat metal–plasma cutting. Plasma cutters are rated for thickness of materials. Because aluminum conducts more heat than steel, a given plasma cutter cuts thinner aluminum than it does steel. And can only cut even thinner copper. Older, lower powered plasma cutters couldn’t cut aluminum. Note, the plasma cutter is not oxidizing but actually melting the metal and using a gas jet to blow the soft stuff away. Plasma cutters reach 20,000*C.
I’ve heard that an oxy acetylene cutting torch temperature is 3500C, but cannot cut stainless unless extra iron or aluminum is introduced into the flame to raise the temperature. So how is our gasifier running at half that temperature able to eat the end off of a stainless pipe? I guess it is a time issue?
1 Like
Been thinking about nozzles today too…
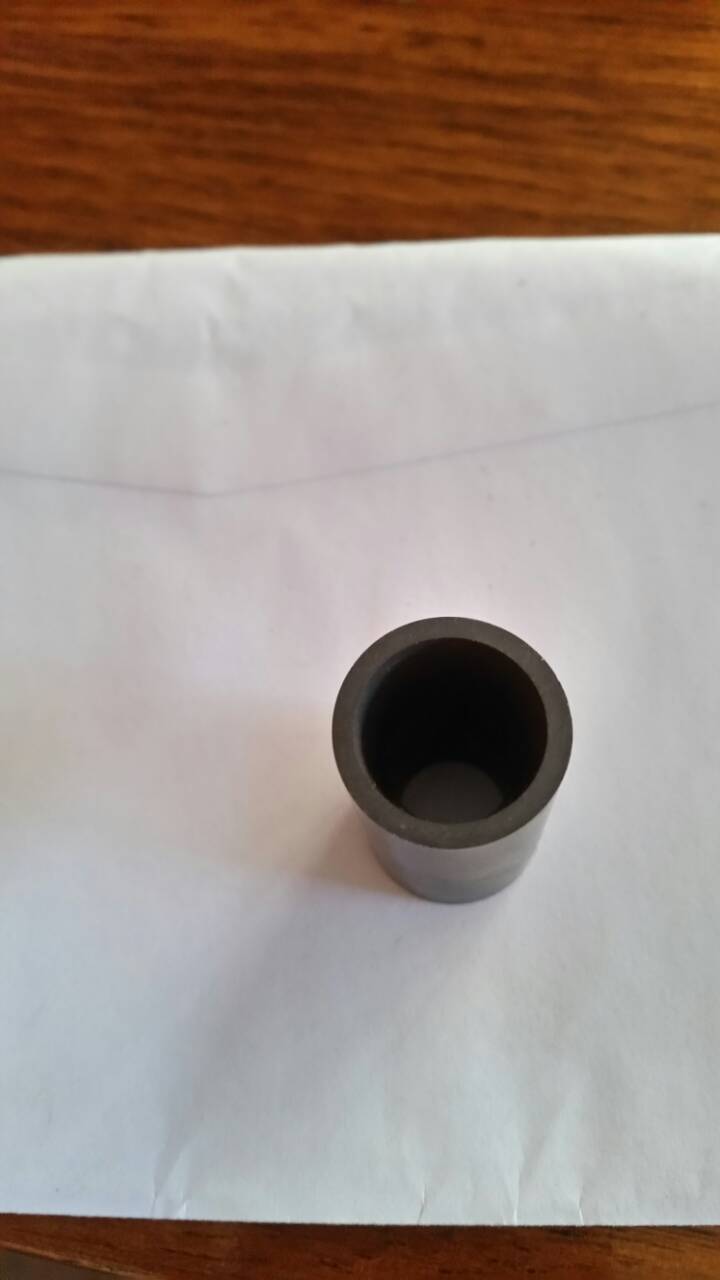
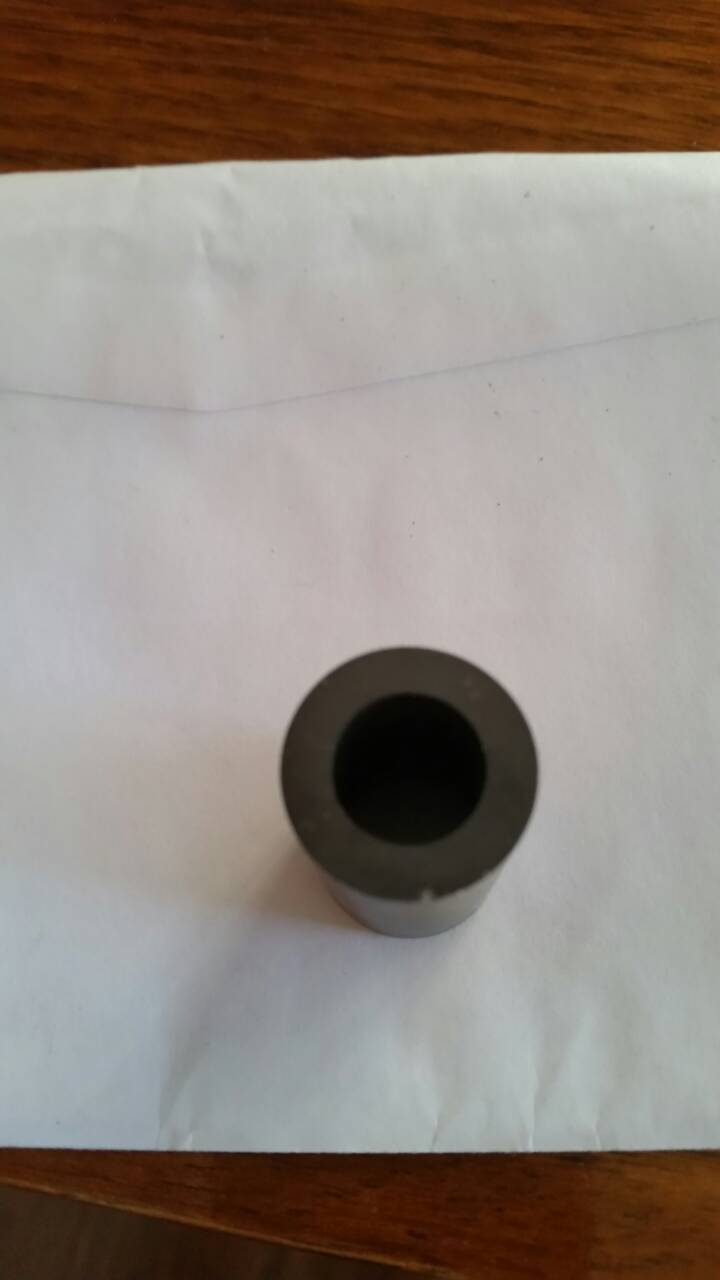
Think I’m going to replace my ceramic TIG cup nozzle (too fragile) and replace it with a tungsten carbide sandblasting nozzle, similar to this one…

We get higher melt temps than SS without the brittleness of alumina…
3 Likes
With 1/4" opening wouldn’t it take 4 of these at over $50 apiece?
1 Like
That image was for reference… scale up depending on gas flow needs…
Remember, the ideal exit speed should be 25m/sec and the ideal temperature is 1,125 C. If you have a pressure drop at the nozzle, it might make sense to balance these two ideals.
The Crossfire was all 1" pipe, but the nozzle was 8mm—not too far off from the 6.25mm as the nozzle in the photo. For reference, we ran a 7,500 w generator and a 10,000 w generator, no problem…
There must be some sacrifice to the outpt, but if it means better gas, it might be an even wash, or even a thermodynamic benefit…
The way I look at it is why not invest in a nozzle that you never have to worry about again? If you look at the true cost of the “bother” of fabricating or molding your own… i.e. $50
I’m going to splurge and will report back to this group with results over time…
7 Likes
Troy,
Thanks for the great reply.
4 Likes
I have used TC on a nozzle about 2 years ago and with great results and if i could remember where i put the nozzle when i took it out of my older gasifier i would use it again for sure , so Troy suggesting TC blast nozzles is a very good and cheap way of geting a almost purpose built nozzle that will almost be plug and play , and i have even found this one that would suit us i am sure for those that use a water drip .
Dave
4 Likes
Glad to hear someone tried this with good results… I will be moving in this direction…
Also, I will be moving forward with the “hot well” design, where there is a 6" cup around the nozzle, forcing a controlled, predictable oxidation zone. I’ll be looking for tungsten carbide piston sleeves for the hot well—for what it’s worth…
2 Likes
I think this picture is not for gasification with air Troy… More likely to use with steam gasification, external source of heat.
3 Likes
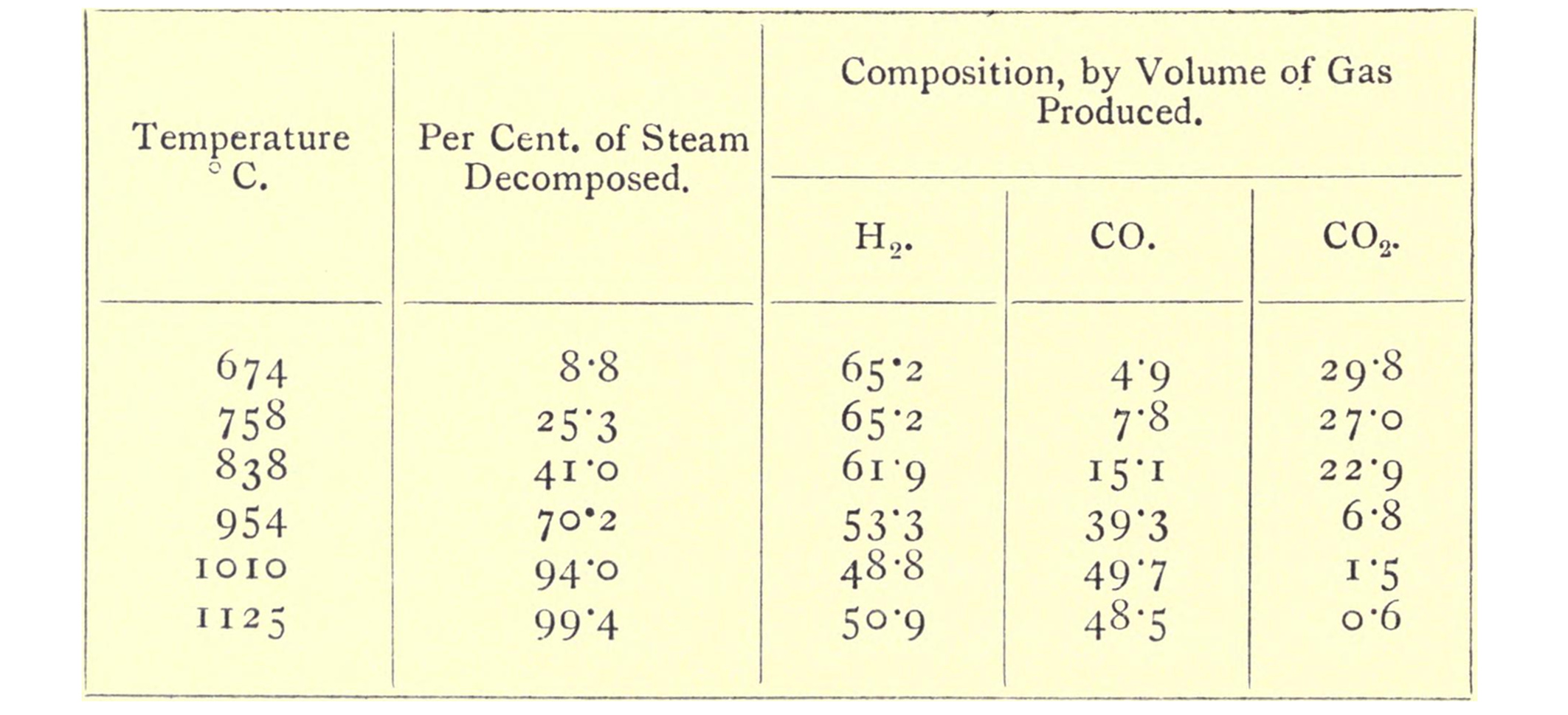
Koen —ambient air and steam—intermittent bursts… Their primary objective was to product H2… So yes, this is not a universal syngas temperature chart, but one that was cenetred on H2 production through coal gasification…
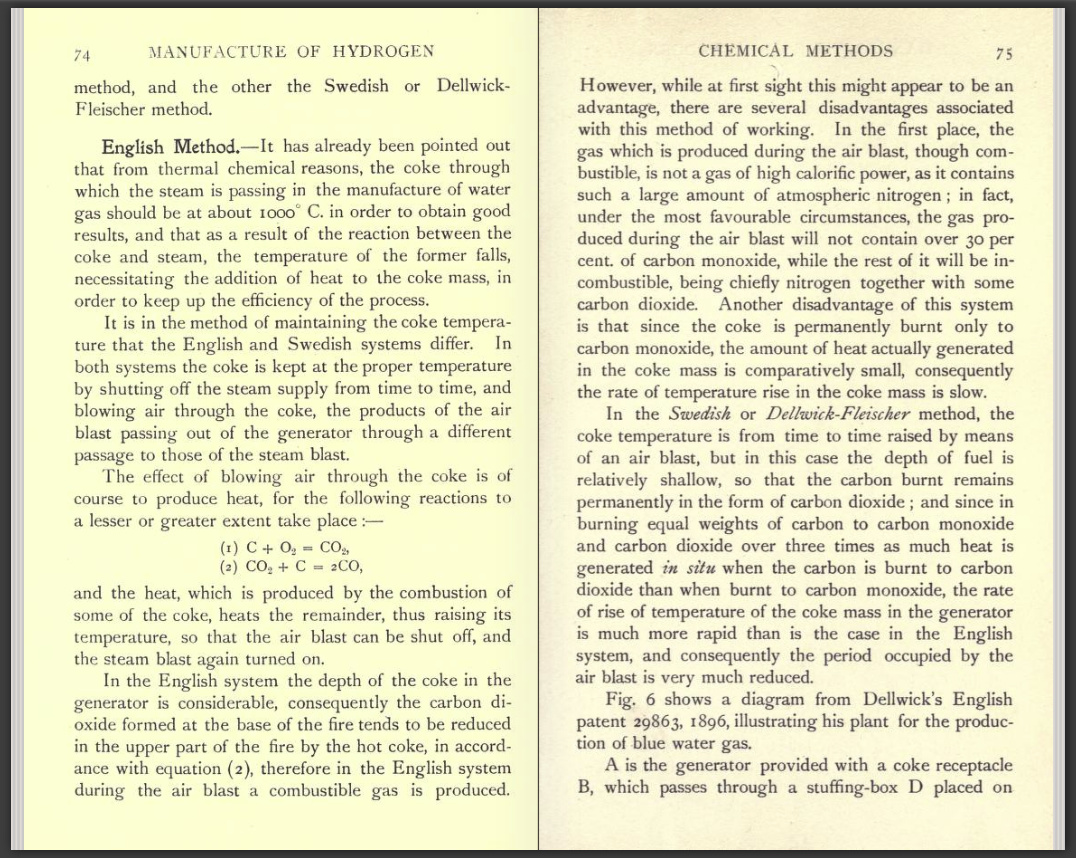
The Chemistry and Manufacture of Hydrogen
by P. Litherland Teed
so, 2 main “gotcha’s…” 1) we are using char from biomass (cleaner and usually less dense), and 2) I/we are trying to find a homogeneous balance of temperature and “free” H2 gas via continual drip and subsequent flash vaporization…
So, for woodgassers that aren’t interested in cracking steam, this chart may not apply.
Thanks, Koen. Sometimes I need to preface my thoughts and biases… And it’s important that if someone makes a claim, it should be cited…
I’ve been hyper focused on syngas production w/o the nitrogen… i.e. using a mixture of pure O2 and or CO2 + steam for syngas mixtures, all under compression…
To prevent the extreme temps of gasification w/ pure O2, the operator would have an option of mixing the input gasses with either compressed CO2 or steam, or both…
It appears that the most relevant information on the ideal temperatures for this situation are 1,125 C, as per P. Litherland Teed studies, even though they were using ambient air.
And regardless of ambient air or compressed gas mixes, I can’t seem to find a better material than tungsten carbide… It surpasses high-temp alumina in durability, with similar heat tolerance profile…
If price is an issue, ceramic (alumina), or a beefy SS nozzle will do the trick… for a while, anyway…
1 Like
I recently watched a “scrapper” on YouTube tear apart some junk microwave ovens to recover the copper which he then melted down into ingots. Instead of ingots, a thick copper tube could be cast. Instead of paying $130 for the tube, the money could be spent on melting and casting equipment.
9 Likes
Hi Troy,
I still doubt that picture. As with ambient air there should always be nitrogen present. Or, in this case, they might have been using the steam phase for the gas and the air inject for the heating phase and use that gas (from the heating phase) for heating the water to steam process.
But the picture is still not useable as reference for our DIY builds.
3 Likes
Hi Koen, the writer was seeing up to 70% N in his overall gas flow (we can do better than that now) as he describes here:
I certainly never believed there was zero nitrogen, and didn’t try to confuse anyone. In fact, I’ve been constantly thinking about how to get rid of it. You know me too well ![]()
That table heading is a bit misleading, however.
here is the link, if your are interested (some good stuff):
My principal interest in this chart was the ideal temperatures for steam reformation in a char gasifier.
On a side note, I am personally very interested in getting CO/H2 with compressed O2, steam, and perhaps later, compressed CO2 to play with mixes for syngas compressing, provided I can assure zero O2 makes it past the gasifier.
The idea being as O2 quickly heats up the (tungsten carbide piston sleeve) hot well, we adjust the flow of steam (and/or CO2) to find a kind of balanced equilibrium w/ heat exchange, gas bottling, etc.
Mini set up for testing concept… Fun project.
6 Likes
On second reading, I think they were only capturing the syngas during the steam phase, then using air to heat… You were right, Koen…
And if that is the case, then those numbers and that table makes sense…
Great way to make N-free syngas (bottling)… But not for running real-time engines…
3 Likes
Troy,
I looked around and I see TC nozzles of various I.D. up to 1/2" for about $25. Please let us know how it performs when you put one into service.
5 Likes
Just over halfway through winter decided to check out the old nozzle , bit of oxidation wearing it down a little but still once cleaned off of slag i reckon i could get another few months out of it , as its only thick walled mild steel bar with a 25mm hole and 40mm OD its an easy replace .


Going back into the gasifier this afternoon will be a Boron carbide nozzle , shall give this a testing while waiting for a tungsten one to arrive


and sleeved into thick walled copper tube and into 3/4 pipe fittings
.

Just having a cuppa before i nip back out side and grind up a few tins of charcoal ready to run late afternoon once the sun heads down .
Dave
11 Likes
Dave,
This is great stuff and timely for me. I’m especially interested in hearing your results when using the smaller diameter nozzle. I’m hoping that 5/8" , 1/2" or even 7/16" might work for a 250cc engine. Your thoughts? I have one of those tungsten carbide sand blast nozzles on my wish list.
Please remind us about the engine size and any EGR with the nozzle in the pics.Thanks!
3 Likes
Hi Bruce ,
Ran the gasifier for 2 hours late evening good gas straight away and engine running and full power in about 4 mins .
Now i was hoping that this morning i could walk over and unscrew the nozzle setup out of the gasifier with a almost full load of charcoal in it , but i could feel some resistance when attempting to unscrew so rather than destroy anything before doing at least a 2 week run i have decided to give it at least 14 fire ups before removing it and add up the total hours running time and then post the pictures of what ever is left
This is running my 7KVA inverter generator that powers a 12volt 50amp inverter battery charger , and also a 24volt, 100 amp inverter charger , and while running also powers my drop saw, tv, , washing machine ect and once its started the initial charge cycle the generator runs down to a very low smooth revs with plenty of spare power left with the odd speed increase when demand calls for it , the engine of this unit is a 13hp honda clone gx390 engine as near as matters 400cc and at the moment i am using no EGR or water misting if it works anywhere near as good as the tungsten carbide nozzle i once had then i shouldnt need to use anything else for what i am doing .
Dave
6 Likes
Thanks, Dave. Are you running the one with the 1/2" hole?
1 Like
its roughly 18mm tapering one end down to 12mm so i guess working on 12mm of air flow a little under half inch
2 Likes