Hey everyone,
I found a free PDF file download of David Gingery’s Manual, “How to Design and Build Centrifugal Fans”.
It has some really interesting details on the hows and whys of fan design. Type the following link in your search bar and it will bring you to the download page, real easy. I use Adobe for downloading PDF files.
Pepe, I think your link is missing a letter: Try this: bookos.org
(12.95 MB) It downloaded, and now I have 114 pages to read! (I have two of the old GEK blowers, but now use the 12 volt Bilge Blowers.)
Thanks, Ray,
The book does go pretty deep at times, but it does answer a lot of questions of a practical nature, too.
I know I’ll have to read a lot of it a couple of times or more to fathom it.
And that’s just the practical stuff, lol.
Thanks for the link “Pepe”. . . I especially liked the sections where it shows hows to make transition piping from round to rectangle, inlets to cyclones, blast gates and manometers. Lots of good information in there that will allow me to make good use of my new 36" Harbor Freight brake!
Don M
Don, I had it in my head to increase my 7 3/4" fan to 10" anyway and when I saw his example was based on a 10" rotor I thought I struck gold. Yes, I really liked the transition stuff, more of what my DIY bent needed, can’t wait to try some of it out.
Pepe
Hi Everyone,
I just found this little nugget for fine tuning your gas stream flow. Now
I’ll have a better picture of my footprint
I ordered some pillow block bearings for my new fan project.
I’m working on the layout now.
I’ll also be removing the fire tube and increasing the hearth dimensions to line D
of the imbert dimensions. This can be done without touching the fire tube
diameter or the outer shell diameter, so it’s an easy gas production upgrade.
I’ll keep the firetube stuff posted in the small engine section and the fan stuff here in the Fab shop.
Pepe
Yup that is why I integrated my blower directly on top of my condenser. The flow comes direct from the cooling tubes into the blower housing with no choking or restricting. Ive developed a new blower that is unbelievable, It has ten times the power that my old versions had. The old ones did the trick lighting but I still wanted something with a little more power. I found these leaf blower impellers that are a direct fit to most automotive heater blower motors output shafts. You do have to grind the flat on the shaft a little to match the flat in the arbor of the impeller. The housing is simple to build too.
here is the link to the Ebay lising.
The blower I use is Auto zone part number PM 240, we do some custom work to the mounting flange on this blower. The bottom of the motor where it is facing inside is sealed.
Edit; this blower is only 18 bucks from Autozone in the E bay listing they are very proud of their blower, offering it at 30 bucks
Hey Guys,
I saw a great video on fabricating a heavy duty dual rotor fan (squirrel cage).
I will be building a single rotor fan with a 10" diameter and 8 radial vanes 3+" deep
and the length reaches from the OD of the rotor to the outside edge of the center hub…
Rotor will be 1/8" plate X 10" OD. Vanes will be solid riveted to rotor.
Great detail shots of construction.
Heavy duty fan construction video
Hello Fellow Gasifiers,
I finally made some time to get going on a new 10" fan modeled after the one in the David Gingery Book,
“How to design and build centrifugal fans”. Link is in first comment above.
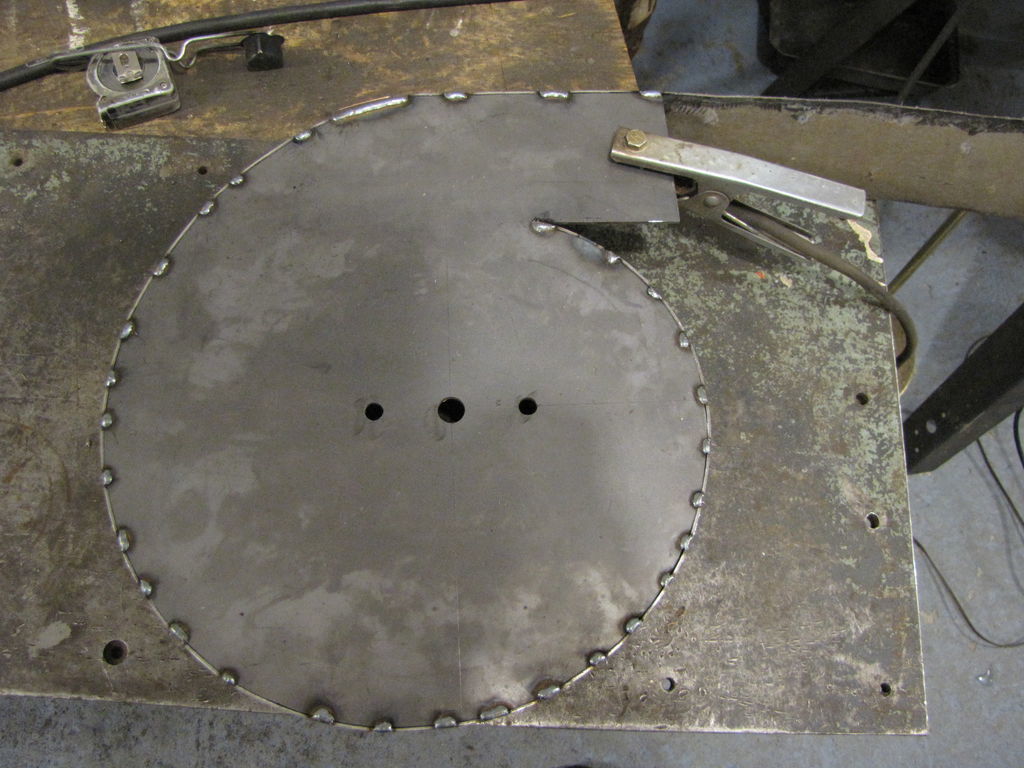
Pic 1 Full size drawing of back plate. Also described are the rotor removal hole and the removal hole cover plate. An inlet will be in this cover plate centered on the rotor shaft.
Pic 2 Set up an X and Y axes on the 1/8" plate steel to coincide with the axes on the full size drawing.
Cut out and tape down the full size drawing lining up the axes and trace it on the metal. I cut mine out with a De Walt sabre saw with a “heavy metal” blade. It was a little slow but an extremely accurate cut. Now one more for the other side.
Pic 3 Now layout the center hole and the flange bearing mounting holes carefully. Center punch the holes and drill an 1/8" hole at the three locations. Drill progressively larger holes up to the desired diam.
Pic 4 Invest in a good ruler with 1/32" intervals for accurate layout.
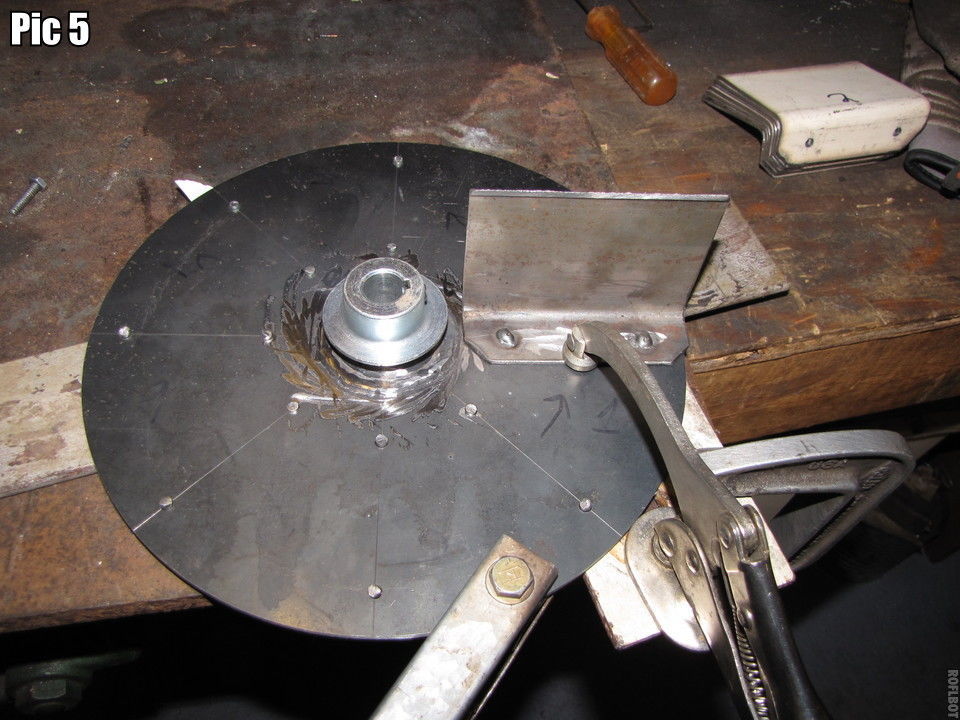
Pic 5 I cut a 4" ring off an 80 gal H2O heater and put it through a roller to shape the circle here. Much
easier to handle curved. Leave your axes on the outside and fit the 4" piece at the junction point E. Carefully square the side with the base and tack weld a couple places. If you start good and square here the bottom edge should wrap around and stay square at all points with the rotor Note the backing plate is inside the 4" piece.all the way around.
Pic 6 Using clamps for good line up work your way slowly around the edge tack welding as you go.
Pic 7 Backing plate tack welded in place. Note the center hole and the flange mounting holes have been drilled. Constructions lines are evident.
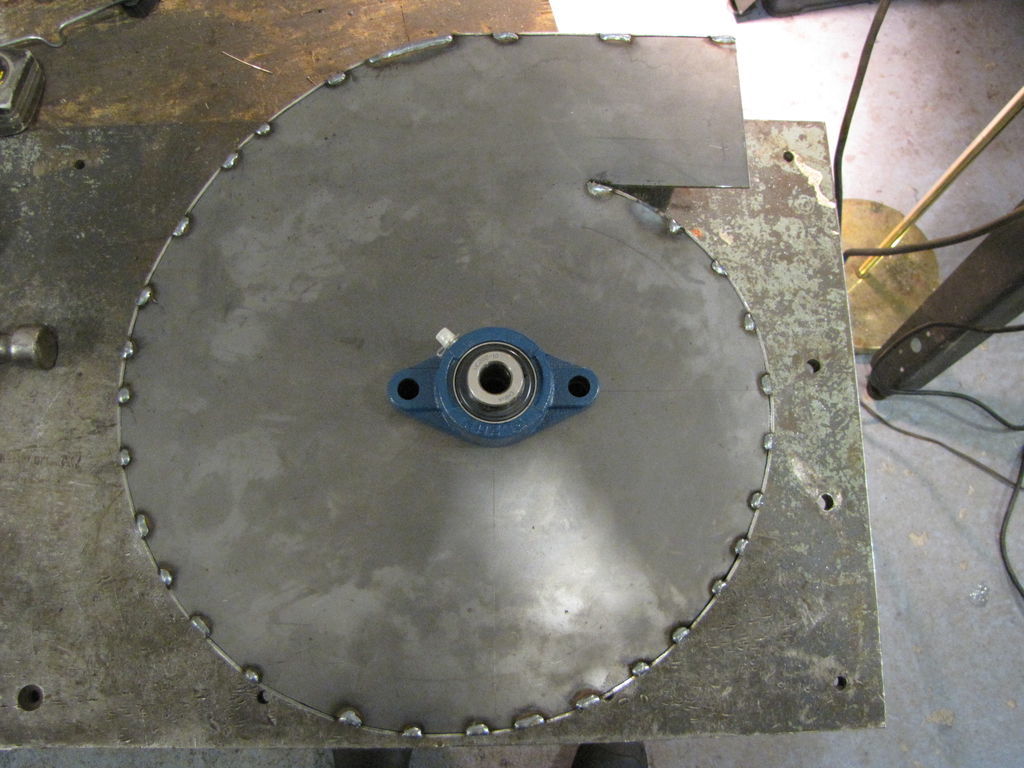
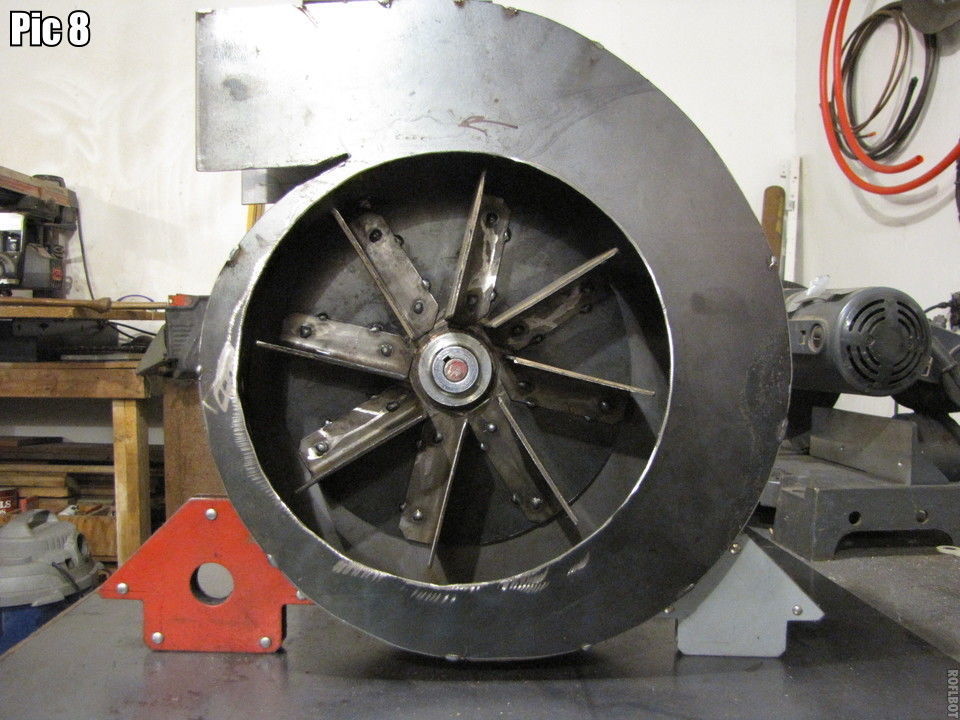
Pic 8 The flange type ball bearing shaft mount in place. You may have to enlarge the center hole a bit so the shaft doesn’t rub on it. This sealed unit will have a gasket.
I’m waiting on some steel so I’ll start taking my burner unit apart or sit down and design my cooler and filter arrangement.
BBB, Pepe
What pressure/suction goals do you have for these fans? Seems to me that a fan as big as this one sure would move enough air/gas etc. for a pretty big gasifier.
Second question:
How do you balance these fans? Many years ago I built an oat huller that used a blower wheel that was about one inch thick and about 24" in diameter. It was used to “sling” the oats against a cast iron ring to knock the hulls off and then to blow everything into a 2-directional cyclone separator. (Hulls went UP and oat groates went DOWN).
It ran at 3600 RPM. It was a weldment, 1/8" plate and it did vibrate some. I don’t know how I could have gotten it “perfect”. Anyway, I sent it a shop in Mpls, Mn that built blowers and they balanced it for me. when I got it back, there was about 3/4 of an inch of arc weld “balancing weight” in one place. That was it. It ran as smooth as glass.
Matt, I’m a little late but thanks for the links I’m surprised at the Gingery book HP requirement for the 10" fan, about 1/8 hp. I was looking at 1/4 hp but I only have a 1/3 hp. My rotor will be supported by the flange bearing on the back plate and a pillow block bearing on the unit’s base/frame. Thus I can change motors and shaft adapters without messing with the innards of the fan. It’s looking pretty large also so I’m looking for a speed controllable 120 AC motor.
Pepe
Hi Pete,
Gingery’s fan, which is what I’m building is capable of over 12" WC and 250 ft3/min blast area
discharge. Pressure testing my operation(using variable speed controlled motor) in an experimental mode just to see what does what and what happens where searching for the best quality gas.
The rest of the answers are in the pdf file of Gingery’s book. It’s in a free pdf file in the first comment
and it’s required reading.lol There’s a great section on balancing the fan.
Pepe
Thanks, Pepe.
I just did download the pdf. It really is a useful tool. i saw the part on staticbalancing.
Regarding your comment “looking pretty large”:
I just went out in the shop and measured the fan on my JXQ-10 Chinese gasifier. The housing is cast, so I am estimating here, but pretty close:
Wheel diameter is 11"
Wheel width is 1"
It is powered by a 120 volt or so DC bruch type motor that draws about 130 watts and it runs at 3300 rpms.
It produces about 7" wc suction.
It is pretty noisy. Hear it run at:
You only need to hear the first 30 seconds or so to see what I mean.
Again, thank you for giving us that link!!!
Pete Stanaitis
They were about 10 bucks each +SH. Order went well. Items are heavy duty with set screws and lube zerks. Nicely done.
Pete, I watched your video. The fan’s a little noisy, so were my first attempts. I’m curious if packing the fuel too much interferes with the pyrolysis zone not letting the heat radiate upward to fully dry and pyrolize the fuel. Then it has to occur further down in the fire tube and cools the hearth down. Just a thought.
Also on pages 21 and 22 you can see why 3300 rpms are required and that deep vanes need a smaller inlet and so on. Width is generally 10 to 25% of the diam, so the range of width for an 11" fan would be 1.1" to 2.75". I would say 1" wide is minimum. From his procedure those numbers represent about a 6" to 7" WC at no load. I think the fan is a bit under sized for what your trying, imho.
Pepe
Hey Guys,
I finally made some progress on my fan and my new hearth.
Pic 1. Cut out and installed face plate with rotor removal hole.
The cover for the hole will house the inlet.
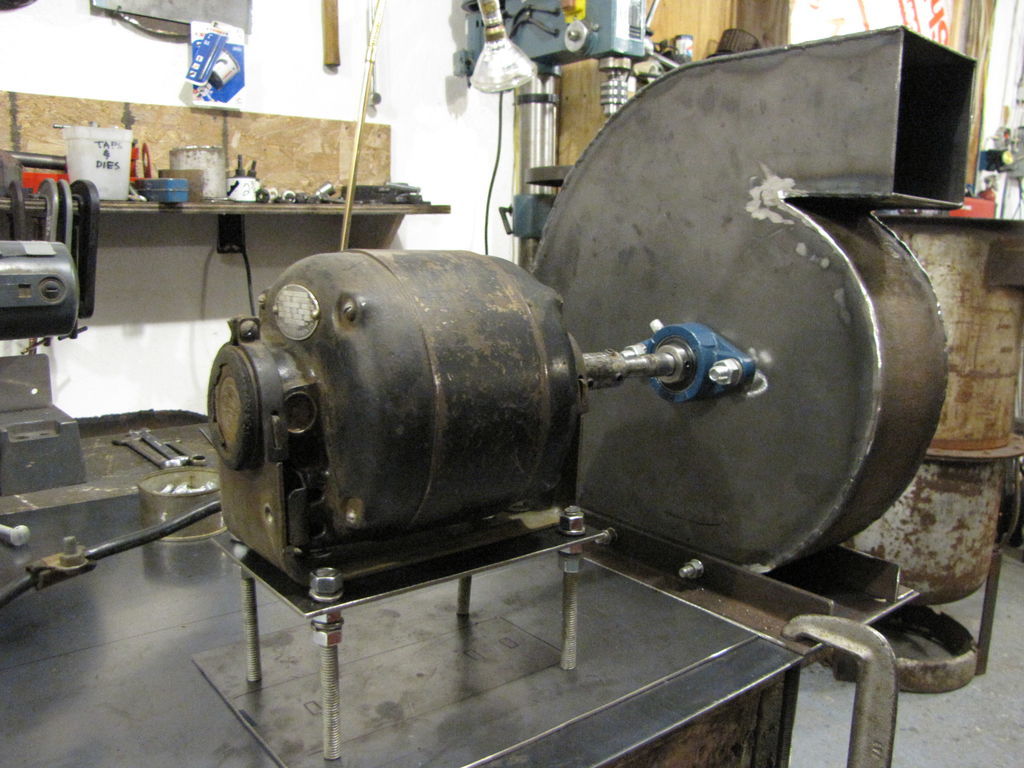
Pic 2. Dry fitting the rotor shaft in the flange bearing. The heads
on the bolts have been ground to 1/8" thick and will be
welded on. The small pulley will be welded to the rotor as
a connection hub for the rotor shaft. There will be 3/8" space
between back of rotor and fan wall. Gingery says this isn’t excessive.
Cover plate to top of vane will also be 3/8". Now I know the vane
height. What I call high is referred to as wide in his book.
Pic 3. Simulates the position of the drive shaft when installed in the
pillow block bearing.
Pic 4. Micro(lol) shimmed to parallel to the table and face plate square
to the table. Final design for motor mount depends on how I
decide to integrate the fan into the system. For sure it will be suction.
Pic 5. My new hearth, 2 new cones, to meet line D of Imbert dimensions
with a 4 3/4" dr1 (restriction) and C/L nozzle to restriction distance h= 4 1/4".
Hi Everyone,
I spent 3 or so hrs on my fan rotor in the last few days and finally have it almost finished. I have to calculate the inlet hole diam before I can cut the angle on the inside of the vanes. That cut begins where the inlet diameter intersects the top of the vane. The cut then tapers down to the top of the pulley (not the top of the hub). Beyond that point fan performance and efficiency decline. I have several changes in procedure that I will note in the respective pictures.
Pic 1 Ripped a 3" sq. tube (salvaged from an old treadmill) to end up with a 1" x 3" x 32" angle iron.
Set up a stop block at 3 7/8" and cut the 8 vanes to length on my chop saw.
Pic 2 First time using my table saw with a metal blade to rip the angle iron out. Works great, just let
the blade do the cutting slowly. Oh yeah, vacuum out all the sawdust first so you won’t wonder
where the smoke is coming from, lol.
Pic 3 Layout the x and y axes and the 45 degree lines in between them very carefully. Layout the pulley
diameter for reference. Measure 3 1/8" from the circumference in on one line (3 7/8" - 3/4")-
both mounting holes are 3/4" from end of vane. Scribe a circle using that point as the radius.Then
center punch each of the 8 points and drill the mounting holes. See Gingery’s book for more details.
Pic 4 Use the 5/8" shaft to center the pulley and weld in place. Gingery had a hub that bolted in place.
Pic 5 Mark and drill second vane holes. I used 3/16" rivets through the rotor and vane. I cut them flush
and spot welded them. I put a couple of spot welds on the vane also. Next time I will just weld it all
slowly so as not to warp the rotor.
Pic 6 Test fit.
Pic 7 Almost done and a whoops moment. I forgot to cut the vane angle. Now I’ll have to make a mess
with the torch-chabunnagongamog! The angle starts on top of the vane at the edge of the inlet hole
and tapers down to the top of the pulley (not the top of its hub).
Pic 8 Test fit for a feel good moment and another whoops moment. I neglected to include the thickness of
the rivet head underneath in my clearance calculations, so I’ll have to grind down the heads on the
flange mounting bolt heads another 3/32" for better clearance. Don’t want any clangs like my last
fan fail!
UPDATE: Clamp 2 consecutive vanes to rotor before you weld on hub to insure you can easily insert the hex key for tightening.
Hey Guys,
I finished the rotor and jury rigged a connection to my motor for a trial run.
The fan ran pretty good and it puts out some serious velocity and volume. I definitely need some speed control for my smallish gasifier. I guess I can incorporate into the bigger picture now.
Had to post a short clip at
Hi All,
Spent a couple of hours on the motor mount assembly today. The motor mount assembly will bolt to the base of the fan and floor/base of where ever it’s installed. The motor bracket is bolted to a height adjustable platform. The platform’s posts will be bracketed with a 1" high fence welded to the base on the inside of the posts to provide lateral stability. The motor bracket itself has a (from C/L) 1/4" + or - sideways adjustment which is great for good alignment and smoother, quieter running. Should be able to test run it tomorrow. Pepe
Then I’ll set up and pressure test it and report. Always wanted to do the manometer thing.
Pepe
Hi Neil, Thanks,it’s been a trip. Gingery’s fan, which is what I’m building is capable of over 12" WC and 250 ft3/min. Go to the beginning of this section and there’s a free pdf file download of his book on fan design.
Pepe
Update: I should have said above that I am building a Gingery style fan, the dimensions chosen by the builder determine the final CFM and pull (water column). My rotor is a 10" diam. with a 2" metal pulley pulley for a hub. The vanes start at the OD of the rotor and stop about a 1/2" from the hub. They are 3-3/4" long and 3" high. The taper on the vanes start at the OD of the inlet hole and stop at the top of the pulley sheave. The rotor (1/8" thick) plus the 3" vane means it is considered 3-1/8" wide (his terminology). The 3-3/4" long vane is considered 3-3/4" deep. There is a 3/8" space on either side of the rotor and according to Gingery this is not excessive. My motor runs at 1725 rpm’s s like the one in his example.
That all said, how do we know what WC we’ll end up with? the 12" capable or something else. The water column my unit pulls is 3". I would have thought a lot more for its size, so there is something to learn from the aforementioned ratios.There’s no table for this so my numbers are one set of data toward that end. I’ll be trying a bigger inlet or two and post results.